(1/5)
(2/5)
(3/5)
(4/5)
(5/5)
中国美术家网--让艺术体现价值
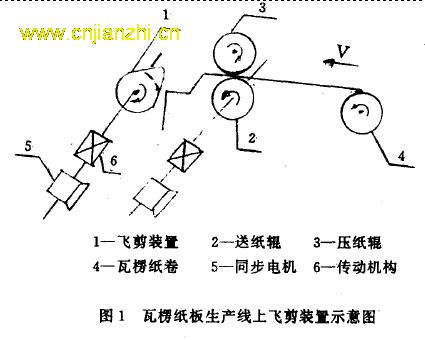
摘要:本文详细介绍8031单片徽机在瓦楞纸生产线的飞剪装里上实施自动控制的应用.通过对控侧方案的探讨和结果分析,井与传统方法相比较,该系统具有操作简便、精度高等优点。 关键词:飞剪装置 DA转换 自校正软件 瓦楞纸板生产线 送纸机构 一、前言 目前,我国引进和自制的瓦楞纸板线中的剪纸机构,大多采用机械式传动方式来实现其飞剪装置与送纸机构的同步要求。这一传动方式是通过齿链式无级变速箱和双曲柄机构完成的,因此它具有两个不易克服的缺陷,其一是由于负载是一个变惯性系统,使齿链磨损快、寿命短。其二是更换切纸长度时,要改变机械系统的传速比,使生产效率降低,而且还要经过多张瓦楞纸的试切,反复调整才能达到精度要求,因此也造成了不必要的浪费。针对机械传动系统的缺陷,我们对原系统进行了电气改造,利用8031单片微机与同步交流电机组成飞剪装置的驱动控制系统.该系统克服了机械传动系统的缺陷,提高了瓦楞纸板的生产效率和生产梢度,减少了纸张的浪费。 二、飞剪装置工作原理简介及剪切数学模型 如图1所示,飞剪系统工作原理:当送纸辊以线速度V:传送瓦楞纸带时,飞剪装置的同步电机驱动飞 剪旋转,并使之旋转一周的时间恰好是瓦楞纸带在当前线速度下,行走设定纸长所需的时间,以此来保证剪切精度. 根据上述工作原理,可知送纸机构和飞剪装置的驱动电机的转速与设定纸长、线速度之间的数学关系. 送纸机构的转速与纸长、线速度的关系式为: 式(4)是整个飞剪装置的关键,它说明两个问题,一是飞剪驱动电机的转速与送纸机构的驱动电机转速成正比,与设定纸长成反比,二是在控制过程中,送纸电机的转速和设定纸长的大小都对飞剪电机的转速有极大的影响。其各自的影响程度与其自身的数值设定有关.因此在微机控制过程中,既要按((4)式对飞剪装置的驱动电机迸行控制,同时也要根据线速度和设定纸长的不同,给(4)式以不同的自校正,以避免生产精度降低. 三、8031单片微机控制系统的设计 1、飞剪装置控制系统技术要求 根据生产工艺,飞剪装置的徽机控制系统应有如下之功能: ①、保证剪切精度。 ②、速度无级调速。 ③、键盘设定纸长、张数和送纸线速 ④、飞剪装置驱动电机可人工微调速。 ⑤、数字显示剪切长度、剪切张数和系统运行之线速度。 2、徽机系统的硬件设计 以上述之工艺要求为设计原则,微机系统采用以8031单片微机为主机的最小微机系统,其特点为体积小、价格便宜、功能全和运行可靠,有关8031单片微机的内部结构特点及指令系这里不再一一赘述。 飞剪微机控制系统电气原理框图如图2所示,按功能区分,整个系统可分成四个部分: (1)、键盘部分:键盘用P1口和RD读线构成。整个键盘分成数字键和功能键,数字键用拨码盘,然后利用74L8165串行输入到主机。其余的P1端口作为速度微调、系统工作与暂停等功能键输入口。数字与功能键之组合,可使操作人员一次输入三套剪切纸长所需的数据(纸长、剪切张数和运行线速度)。这样可使飞剪装置的工作过程为连续过程,从而取消了以往更换纸长时所需的停车调整时间,提高了生产效率。 (2)、串行显示部分:利用8031串行口方式O的特点,串行显示实时剪切纸长、剪切张数和系统运行之线速度。其目的不仅有利于现场操作人员观察工作状况、了解运行进程,同时可根据显示的纸长和运行线速度,利用功能键对飞剪装置或整个送纸一剪纸系统进行速度微调,以防止不必要的剪切误差或传送辊与瓦楞纸卷间发生的拉纸和堆纸现象出现。 (3),剪纸脉冲和纸长脉冲的检测;剪纸脉冲是指在飞剪装置的剪切位置处设一光电检测系统,每当剪切一次时所产生的光电脉冲,就使8031之外中断O发生中断,中断服务对子程序该脉冲的累计值就代表飞剪装置已剪切的纸张数量O纸长脉冲是指主机对送纸装置驱动电机上安装的光码盘的光电脉冲的数值。该数值的计数方式是上一次剪纸脉冲到来后对脉冲计数直至下一个剪切脉冲到来为止。实际纸长与所计脉冲累计值之数学关系为 Lx=K1×Px (5) 式中:Lx--实际剪纸长度 Px一实测光码盘光电脉冲累加和。 K1一比例系数.与光码盘标定脉冲数、驱动电机转一圈时走纸长度有关. 读取纸长脉冲是通过8031单片机的计数编口T。完成的。 (4),D/A模拟量的输出:本系统采用两路10位D/A的模拟量输出,用以分别控制送纸机构和飞剪装置的驱动电机转速,其控制过程为主机根据键盘输入的剪切长度和传送纸带线速度的设定值,利用公式(D和(4),计算出对应电机转速的数字值,再将该值通过D/A转换成相应的模拟电压,输出到驱动电机的控制电路,由此而改变电机转速。达到任意纸长设定和送纸线速度可变的条件下,无需进行机械传动比的更换,就能实现保证连续剪切和剪切精度之要求。 3、微机系统的软件设计 由前述可知,两路D/A模拟量的输出控制,能否确实保证连续剪切和剪切精度,关键在于程序设计。飞剪 控制系统的软件主要有键盘中断服务子程序、剪切光电脉冲和纸长光电脉冲中断服务子程序、串行显示程序、数据处理和自适应子程序等几部分构成。这里着重介绍数据处理程序和自适应子程序。 图3 自适应程序流程图 数据处理程序之功能主要有两部分。其一是将所测得的脉冲转换成相应的剪切纸张数量和剪纸长度。然后 由LED数字显示.其二是将键盘设定的纸长、线速度等参数换算成飞剪装置和送纸机构的驱动电机转速值,使 整个系统按工艺要求正常运行。在系统处于启动或停车过程中,该程序还要将计算出的正常运行时,飞剪装置与送纸机构的驱动电机所需的模拟量控制电压,按启动曲线和停车制动曲线要求,逐步增加或减少D/A输出 值,以免造成驱动电机产生失步现象。当驱动电机启动过程结束后,由于10位D/A自身有数据l锁存器,因此当误差满足工艺要求时,可以不用经常刷新D/A输入数字,从而保持D/A输出模拟电压的稳定性。 自适应程序实际上是一个自动调节偏差的子程序。如前所述,数据处理程序中计算驱动电机转速的方法是 依据公式(1)和(4)而得出的。但在实际工作过程中,发现((1)和(4)在固定线速度,设定任意纸长和固定一种纸长、设定不同的线速度时,在剪切过程中,仍有较大的误差出现,这一误差出现的原因在于飞剪旋转一周的时间并未完全跟随纸带在某一线速度下走完设定纸长所需的时间,这个时差是造成剪切误差之主要因素。为了解决这个问题.在数据处理程序中加人一个自适应子程序。程序流程图如图3所示,其功能是当数据处理程序将所得纸长脉冲换算成纸长后,用实测纸长和设定纸长相比较.若前者大于后者,说明飞剪装置的驱动电机转速过低,于是由程序给控制飞剪驱动电机的D/A转换器以增加输出电压的微调,反之,则给予减置微调.这样就可以在消耗最少纸张的前提下,将剪切纸长控制在误差范围之内,具体运行记录如表1、表2中的记录数据所示,其中表2所记数据是飞剪机构按表1中设定值运行后,将线速度通过键盘重新设定,系统连续运行时 的结果记录。 四、结束语 通过上述方案的介绍和记录数据表明,这套飞剪自动控制系统较之以前的机械系统.无论从生产效率、剪切精度还是纸张的节约等方面都有了很大的提高。这对于生产瓦楞纸板的生产厂家进行生产自动化的技术改,具有很重要的实际意义和推广价值。 参考文献 [1]黎勉,《机械式无级变速剪纸机飞剪系统的分析》,广东机械学院学报,1992. (2) [2]孙育才,《MCS-51系列单片徽型计算机及其应》.南京工学院出版社,1987. 5 文章作者:王卫东 作者单位:暨南大学 文章来源:《广州自动化》 1994年2月第44期